酸奶作为主流发酵乳制品,凭借营养丰富、口感独特的优势,占据乳制品消费市场重要份额。工业化酸奶生产区别于传统手工制作,具备标准化、自动化、无菌化、规模化的核心特点。完整的酸奶生产线涵盖原料预处理、杀菌均质、恒温发酵、冷却后熟、无菌灌装、清洗消杀等全工序,而酸奶生产线交钥匙工程可一站式解决厂房规划、设备配置、安装调试、投产运维等全流程需求,是中小型乳品企业投产、老厂升级改造的主流选择。本文将系统拆解酸奶标准化生产工艺流程、核心设备配置,深度解读交钥匙工程的服务体系与核心价值,为行业项目落地提供技术参考。

一、酸奶生产线整体工艺概述
工业化酸奶主要分为搅拌型酸奶(市面杯装、桶装风味酸奶)和凝固型酸奶(老酸奶、盒装凝固酸奶)两大类,整体工艺框架一致,仅在发酵、灌装工序存在差异。整条生产线遵循“无菌预处理—灭菌改性—恒温发酵—低温熟化—无菌包装—成品冷藏”的闭环工艺逻辑,全程严控温度、pH值、无菌度三大核心参数,保障产品口感稳定、品质合规、保质期达标。完整工艺流程可分为八大核心工序,各环节层层递进、环环相扣。
二、酸奶生产线详细工艺流程
1. 原料验收与预处理工序
原料是酸奶品质的基础,生产原料主要为生鲜牛乳或复原乳(奶粉+纯化水),辅以白砂糖、稳定剂、果粒、香精等辅料。原料验收阶段需检测牛乳酸度、蛋白含量、菌落总数、抗生素残留等指标,达标后方可入料。
预处理环节首先通过过滤设备去除牛乳中的杂质、凝块与异物,随后进行标准化调配:根据产品配方精准配比牛乳、白砂糖、食品稳定剂,通过搅拌混合实现物料均匀融合。针对高脂、高粘度配方,需开启预热搅拌,将物料升温至45-55℃,提升辅料溶解效率,避免结块分层,为后续杀菌、发酵奠定基础。若生产果味酸奶,果粒、果酱等辅料需单独无菌处理,避免交叉污染。
2. 高压均质工序
调配完成的物料送入高压均质设备,这是决定酸奶口感细腻度的关键工序。原料牛乳中脂肪球颗粒较大,易出现分层、口感粗糙问题。工业生产中采用二级高压均质工艺,一级均质压力20-25MPa,破碎大颗粒脂肪球;二级均质压力5-10MPa,细化均匀粒径。经过均质处理后,牛乳脂肪球粒径均匀稳定,有效提升酸奶顺滑度,防止产品储存期分层沉淀,同时增强物料乳化稳定性,延长产品货架期。
3. 巴氏杀菌工序
杀菌的核心目的是杀灭原料中的致病菌、杂菌,同时钝化牛乳中有害酶类,杜绝发酵异常、产品变质问题,最大程度保留牛乳营养与风味。酸奶生产线主流采用HTST高温短时巴氏杀菌工艺,参数设定为85-95℃、15-30s,适配规模化连续生产;小批量生产线可采用LTLT低温长时间杀菌工艺(65℃、30min)。
杀菌完成后通过板式换热器快速降温至42-43℃,该温度为乳酸菌最佳接种发酵温度,既避免高温杀死菌种,又防止低温滋生杂菌,精准衔接后续发酵工序。针对含果粒、谷物的功能性酸奶,可采用管式杀菌设备,避免颗粒物料破损变形。
4. 无菌接种与恒温发酵工序
发酵是酸奶生产的核心工序,直接决定产品酸度、风味与组织状态。降温后的无菌物料送入密闭发酵罐,在无菌环境下定量接入复合乳酸菌菌种(保加利亚乳杆菌、嗜热链球菌为主,按需搭配双歧杆菌等功能性菌种),菌种添加比例严格控制,确保发酵稳定性。
接种完成后密闭罐体,保持罐内恒温42±1℃、静置发酵4-8h,全程实时监测物料pH值与酸度。搅拌型酸奶发酵至pH4.5-4.6、酸度达标后,启动低速搅拌破除凝乳;凝固型酸奶则全程静置不搅拌,保证成型状态。发酵过程全程密闭无菌,杜绝外界杂菌污染,保障发酵环境稳定。
5. 快速冷却与破乳工序
发酵达标后立即终止发酵,避免过度发酵导致酸奶过酸、口感变差。通过冰水循环冷却系统,将罐内物料快速降温至15-20℃,搅拌型酸奶同步完成低速破乳,使凝乳均匀分散,形成细腻均匀的乳状体系;凝固型酸奶无需破乳,直接维持凝固状态。冷却速率直接影响酸奶粘稠度与口感,快速降温可锁定风味,抑制菌种过度代谢。
6. 辅料调配与均质精修(可选)
针对风味酸奶、果粒酸奶,冷却后的物料可进入调配罐进行二次加工,无菌添加果粒、果酱、膳食纤维、香精等辅料,通过低速搅拌实现均匀混合,避免果粒破碎。辅料添加完成后可进行低压精均质处理,进一步优化物料均匀度,保证每批次产品口感、风味统一。
7. 无菌灌装成型工序
灌装是成品成型的关键环节,需全程无菌作业,杜绝二次污染。搅拌型酸奶采用全自动无菌灌装机,适配杯装、瓶装、桶装等多种包装形式,自动化完成洗杯、消毒、灌装、封膜、切边、打码一体化作业;凝固型酸奶采用“先灌装、后发酵”工艺,物料灌装入包装容器后,送入恒温发酵隧道完成发酵成型,保证产品完整凝固形态。整条灌装线可根据产能需求调节速度,常规产能可达6000-12000件/小时,适配规模化生产。
8. 低温后熟与成品仓储工序
灌装完成的成品酸奶需送入0-4℃低温冷库进行12-24h冷藏后熟。后熟阶段可稳定酸奶酸度、提升风味浓郁度,让组织状态更加均匀细腻,同时抑制残留微生物繁殖,保障产品品质稳定。后熟完成后经质检合格,即可入库仓储、上市销售,全程低温冷链保存,延长货架期。

三、酸奶生产线核心设备配置及功能
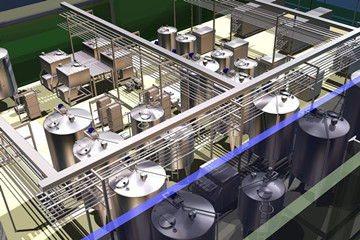
完整的自动化酸奶生产线由预处理系统、杀菌均质系统、发酵系统、灌装包装系统、CIP清洗系统、温控冷链系统六大核心模块组成,所有接触物料设备均采用SUS304食品级不锈钢材质,符合食品安全生产标准,各设备精准匹配工艺流程,实现自动化连续生产。
1. 原料预处理设备
核心设备包含原料接收罐、过滤机、配料搅拌罐、预热罐。原料接收罐用于生鲜牛乳储存缓冲,配备液位监测装置;精密过滤机可有效去除原料中的杂质、凝块,保障物料纯净;带加热搅拌功能的配料罐,支持自动化配料、恒温搅拌、物料预热,可精准控制配料温度与搅拌速度,避免辅料结块,实现原料标准化调配,适配不同配方产品生产。
2. 高压均质机
作为优化产品口感的核心设备,工业生产线均采用全自动二级高压均质机,压力可精准调节,适配不同粘度酸奶物料。设备具备压力稳定、均质效果均匀、能耗低的优势,可彻底细化脂肪球与蛋白颗粒,解决产品分层、粗糙、沉淀问题,大幅提升酸奶口感与稳定性,是高端风味酸奶生产的必备设备。
3. 杀菌冷却设备
主流配置板式巴氏杀菌机组,集成加热、杀菌、冷却、热能回收功能,自动化实现HTST杀菌工艺,热交换效率高、能耗低、杀菌均匀,适配液态物料连续化生产;针对含颗粒物料生产线,可替换为管式杀菌机,避免物料破损。配套高精度板式换热器,可快速实现物料升降温,精准锁定发酵温度,保障工序无缝衔接。设备自带温控、超温报警功能,杜绝杀菌不彻底、物料过热变质问题。
4. 无菌发酵系统设备
核心设备为全自动恒温发酵罐,配备双层保温夹层、冰水循环系统、无菌进气系统、低速搅拌装置与在线pH监测模块。罐体密闭无菌,可精准控制发酵温度、时间、搅拌速度,实时监测物料酸度变化,自动终止发酵,保证每批次产品发酵状态统一。搅拌型与凝固型酸奶可通过设备参数调节适配,一机多用,适配多品类生产需求。中小型生产线可配套发酵隧道,满足凝固型酸奶批量发酵需求。
5. 无菌灌装包装设备
根据产品品类适配不同灌装设备:杯装、瓶装搅拌酸奶采用全自动旋转式无菌灌装机,自动化完成洗消、灌装、封口、打码、成品输送全流程;凝固型酸奶适配直线式灌装成型机,配合发酵隧道实现一体化生产。整套灌装设备具备高精度定量灌装、防滴漏、无菌密封特点,灌装误差≤±1%,全程密闭无尘,杜绝二次污染,保障成品卫生指标达标。后端可配套自动贴标机、装箱机,实现全自动化包装流水线作业。
6. CIP全自动清洗系统
食品生产线核心消杀配套设备,无需拆机,可实现生产线罐体、管道、设备内壁全自动原位清洗、消毒、灭菌。系统配备清水、碱液、酸液循环清洗模块,按照“清水冲洗—碱洗除垢—酸洗中和—无菌水漂洗—高温消毒”标准化流程作业,彻底清除物料残留、油脂、细菌,杜绝交叉污染与霉菌滋生,保障生产线卫生合规,满足食品SC生产标准,同时大幅降低人工清洗成本。
7. 辅助配套设备
包含RO反渗透纯水设备、低温冰水机组、恒温冷库、空气净化系统、管路温控系统。纯水设备为生产提供无菌纯化水,适配复原乳生产;冰水机组保障发酵、冷却工序低温环境稳定;空气净化系统维持生产车间无尘无菌,全方位保障生产线稳定、合规、高效运行。
四、酸奶生产线交钥匙工程核心服务体系
酸奶生产线交钥匙工程是一站式整厂解决方案,区别于单一设备销售,服务商全权负责项目从前期规划、方案设计、设备定制、安装调试、人员培训到投产运维、售后保障的全流程工作,客户只需对接单一服务商,最终接收可直接投产的标准化酸奶生产工厂,具备省心、高效、落地性强的核心优势,是乳制品新项目建设、老厂升级的最优模式。其核心服务内容分为六大板块:
1. 前期规划与方案定制
根据客户产能需求(200L-10000L/小时)、产品定位(原味、果粒、凝固型、搅拌型酸奶)、厂房面积、预算标准,出具专属整厂规划方案。包含车间平面布局设计、工艺流程优化、设备选型配置、水电管路规划、产能核算、成本预算,同时结合食品安全生产规范,优化车间洁净区、作业区、仓储区布局,确保方案合规、高效、适配客户实际需求。
2. 全套设备定制与生产
根据定制方案,一站式提供全线标准化、模块化生产设备,涵盖原料预处理、杀菌均质、发酵、灌装、清洗、冷链等所有核心及辅助设备。所有设备采用食品级不锈钢材质,支持自动化、智能化定制,可配套PLC智能控制系统,实现生产线一键启停、参数自动调节、数据实时监测,适配不同产能、不同品类生产需求,保障设备兼容性、稳定性、耐用性。
3. 现场安装、调试与验收
服务商派遣专业工程团队进场,完成设备定位、管路铺设、电路对接、设备组装等全套安装工作,全程按照食品行业施工标准执行。安装完成后进行整机调试、流水线联动测试、工艺参数校准,模拟全流程生产试运行,排查设备故障、工艺漏洞,优化生产参数,确保整条生产线运行稳定、工艺达标、产品品质合格,最终协助客户完成项目验收,符合SC生产资质审核标准。
4. 技术培训与投产指导
针对客户操作人员、管理人员开展系统化培训,内容包含设备操作规范、工艺流程把控、参数调节技巧、日常维护保养、故障排查、卫生消杀标准、品质管控要点等。提供一对一实操教学、理论培训、投产试产指导,确保客户团队独立掌握生产运维技能,保障项目顺利投产、稳定量产。同时提供标准化生产配方、工艺手册,助力客户快速产出合格产品。
5. 资质配套与合规辅导
结合国家乳制品生产行业标准,为客户提供车间合规改造、生产流程标准化整改、SC资质申报辅导,梳理生产台账、卫生规范、品控标准等全套资料,帮助客户快速完成资质审核,规避合规风险,实现合法合规生产。
6. 售后运维与终身服务
项目交付后提供长期售后保障,包含设备质保、终身维护、免费技术升级、故障快速响应、备件供应、工艺优化升级等服务。针对客户产品迭代、产能扩容需求,可提供生产线改造、设备升级、工艺优化等增值服务,持续保障生产线高效运行,助力客户产品迭代、市场拓展。
五、酸奶生产线交钥匙工程核心优势
1. 一站式落地,省时省心:全流程一站式服务,无需客户多方对接设备、施工、技术团队,大幅缩短项目建设周期,规避多方对接的沟通漏洞与工期延误问题。
2. 工艺标准化,品质可控:采用成熟工业化工艺流程,设备与工艺精准匹配,全程智能化参数管控,彻底解决手工生产品质不稳定、批次差异大的问题,保障产品标准化、规范化生产。
3. 合规性强,通过率高:整厂方案严格贴合食品安全生产规范,车间布局、设备配置、工艺流程均符合SC认证标准,大幅提升资质审核通过率,规避合规风险。
4. 智能化高效,降本增效:生产线自动化程度高,可实现连续化量产,减少人工干预,降低人工成本与操作误差;模块化设备布局合理,能耗更低,生产效率显著提升。
5. 灵活性高,可拓展性强:方案支持个性化定制,可适配不同产能、不同品类酸奶生产,后期可快速完成产能扩容、产品品类升级,适配市场多元化需求。
六、总结
酸奶工业化生产是一套无菌化、标准化、智能化的精密工艺体系,从原料预处理、杀菌均质、恒温发酵到无菌灌装、低温后熟,每一道工序、每一台核心设备都直接决定产品品质与生产效率。而酸奶生产线交钥匙工程打破了传统设备采购、项目建设的碎片化模式,以整厂一体化解决方案,实现“设计、设备、施工、调试、投产、运维”全闭环落地,既保障了生产工艺的专业性、标准化,又大幅降低企业项目建设成本与运营风险。
对于乳制品初创企业、传统食品厂转型升级、老生产线改造扩容等项目,交钥匙工程是兼顾效率、成本、品质的最优选择,能够快速搭建标准化、合规化、智能化的酸奶生产体系,助力企业快速投产、抢占市场。