18 个月“设计-制造-安装-调试”完整闭环,工厂 OEE ≥ 86 %,a-septic 故障 < 0.2 %,能耗 0.4-0.6 MWh/t 果,水耗 < 1.2 m³/t 果,CO₂-e↓ 0.25-0.4 t/t 果——从“概念果”到“货架汁”,一站式交钥匙,助您轻松拥有世界级果汁工厂。
一、设计阶段(0-3 个月)
1. 工艺包编制
- 原料数据库:糖度、酸度、果胶含量、花青素、精油含量 → 建立“指纹图谱”,决定破碎间隙、酶解时间、蒸发终点。
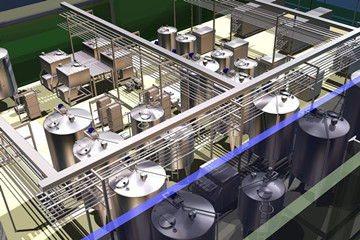
- 三维工厂建模(SolidWorks + PDMS)——设备、平台、管线、电缆桥架一次碰撞检查完毕,减少现场返工 > 80 %。
2. 能量与水平衡
- 本优专有“TVR-MVR 双驱”模块:蒸汽 0.27 kg/kg H₂O,比传统单 TVR 节电 15 %;副产 60 °C 冷凝水 100 % 回用于前段清洗。
3. 食品安全预验证
- 3-A / BRC GS-9 条款植入 PID;CIP 覆盖率 > 95 %,碱浓度在线电导±0.02 %;无菌灌装机过氧化氢残留 < 1 ppm。
二、设备制造与质检(3-8 个月)
1. 关键单机工厂验收 FAT
- 带式榨汁机 10 t/h:出汁率 75 %±1 %,噪声 < 75 dB(A),连续 4 h 无故障;
- 6 效降膜蒸发器:真空抽至 45 mbar,温差 ΔT=6 °C,热通量 800 W m⁻² K⁻¹,焊缝射线检测 ≥ 10 %。
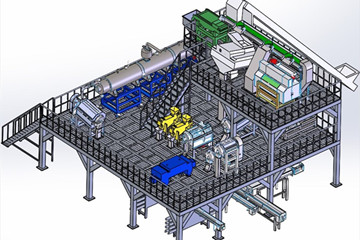
2. 模块化撬装
- 前处理撬、酶解撬、浓缩撬、CIP 撬——现场仅 8 处法兰对接,安装周期从 45 天缩短至 18 天。
三、现场安装(8-14 个月)
1. 基础建设
- 接收仓混凝土一次浇筑,预埋 4 × M36 锚板;蒸发器 6 m 高空组对,一次吊装就位。
2. 管路装配
- 316L 卫生管全自动氩弧焊,内窥镜检测 Ra ≤ 0.8 µm;保温 PIR 现场发泡,热损 < 50 W m⁻²。
3. 电气与仪表
- 主配电 400 A / 50 Hz,变频器集中布置 IP54 柜;AS-i 总线阀门 64 只,节省电缆 30 %。
四、调试与验证(14-16 个月)
1. 冷调
- 水循环 4 h:泵扬程、流量计、液位传感器零点校准;CIP 酸碱循环 2 h,电导曲线与 PLC 模型吻合度 R² > 0.98。
2. 热调
- 梯度升温:60 °C→90 °C→121 °C,每段 30 min,检查膨胀补偿与真空抑制;蒸发器产能阶梯:50 %-75 %-100 %,蒸汽侧无液击。
3. 产品验证
- 72 h 连续运行:
- 出汁率 75 %±1 %,浊度 ≤ 2 NTU,花青素保留 > 90 %;
- 无菌砖灌装 24 000 pph,包材损耗 0.6 %,商业无菌合格率 99.8 %。
五、培训与交付(16-18 个月)
1. 操作员双语(中/英)培训 120 人·时;VR 模拟故障 20 场景,考核通过率 > 90 %。
2. 备件包 + 数字孪生:12 月常规备件 + 远程 VPN 网关;预测性维护模型触发精度 92 %,MTTR ↓ 30 %。