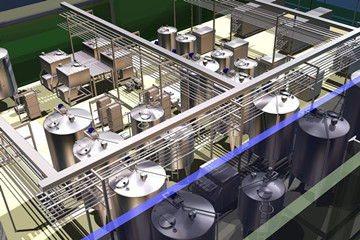
全脂奶粉生产线采用“湿法工艺”路线,以液态生乳为原料,经标准化、杀菌、浓缩、喷雾干燥、冷却与包装六大工段,全程保持脂肪≥3.1 %,得到水分≤3.5 %、溶解性≥99 %的速溶粉。2025 年主流设备与工艺要点如下:
1. 原料接收与速冷
- 生乳验收:酸度≤20 °T,脂肪≥3.1 %,菌落≤20 万 CFU/mL。
- 板式预冷机+立式冷藏罐:30 min 内降至 4 ℃,氨/CO₂复叠型节能 15 %。
2. 前处理与标准化
- 离心净乳机:5 000 L/h,316L 转鼓,菌落降低 0.5-1 log。
- 奶油分离机+在线脂肪仪:±0.05 % 精度,变频 3 000-6 000 rpm,Centri 625 型。
- 高压均质机:25/5 MPa 两段,陶瓷阀芯,APV 1000 型,脂肪球≤1 µm。
3. 巴氏杀菌
- 板式 PHE:85 ℃/15 s,热回收≥90 %,TS20 型,温度偏差≤0.5 ℃。

4. 真空浓缩
- 三效降膜+MVR:蒸发量 3-10 t/h,出料 45-50 % TS,蒸汽耗 0.28 kg/kg 水;末效真空 8 kPa,蒸发温度≤70 ℃,保护乳清蛋白。
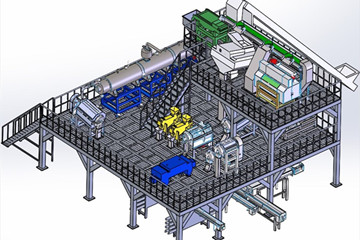
5. 喷雾干燥
- 离心式喷雾塔:进风 160-200 ℃,排风 75-85 ℃,离心盘 15 000-50 000 rpm,粉径 D50 80-300 µm;一级旋风收粉 95 %,二级旋风+布袋总收率≥99.5 %,尾气含尘≤50 mg/m³。
- 流化床冷却:振动式,冷风逆流,30 s 内将粉温降至≤30 ℃,防止脂肪氧化。
6. 筛粉与包装
- 振动筛:40-80 目,去除焦粉;
- 充氮罐装机:400 g 罐 80 罐/min,残氧≤1 %;25 kg 袋充氮+抽真空,误差±50 g。
7. 公用与 CIP
- 四罐 CIP:酸、碱、热水、回收水;SIP 125 ℃/30 min;
- 自动化:西门子 1500 PLC,温度、压力、流量实时记录≥180 d,支持远程 4G 监控。
8. 能耗与排放
- 电耗:200-300 kWh/t 粉;
- 蒸汽:0.28 kg/kg 水(MVR 型);
- 废水:浓缩二次蒸汽冷凝后 COD<500 mg/L,可直接进市政管网。

通过上述流程,一条 10 t/h 全脂奶粉线可实现原料乳→全脂奶粉≤3.5 % 水分、溶解性≥99 %、速溶指数≥95 %,产能 60 t/天,投资约 4 500 万元(含喷雾塔、MVR、充氮包装),投资回收期 2.3 年。